我們常常聽人說起精密注塑模具,到底什么才是精密注塑模具呢?一般人理解的精密注塑模具是不是就是能拆鑲件的就盡量拆,再拆模前把產品重要的尺寸取公差,在公差帶以內,出模具工程圖的時候插破靠破大型也要取公差等等,分型要漂亮。
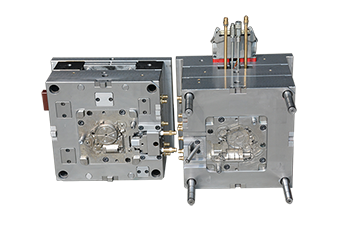
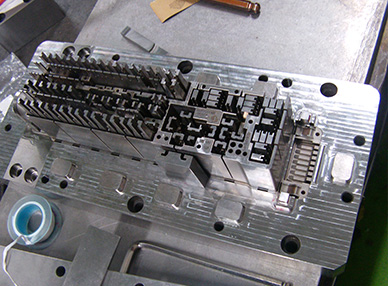
其實我認為,要想真正的了解什么樣的模具能稱得上精密,必須去現場走一遭,親身體會下翻開模具設計圖紙,了解注塑模具結構,設計制造公差和其特殊的制造工藝,我們不難摸到模具的脈搏。上模板、脫料板、下模板的入塊孔、固定銷孔JG研磨,滑動配合間隙±0.005~0.01 mm,加工精度±0.002 mm;主體結構導向件為滾珠套配合精密導柱;局部結構的導向件為精密石墨自潤滑形內導柱,脫料板和下模板的內導套灌膠,彌補導向部件的加工誤差,提高導向精度。由此可以完全體現注塑模具設計師趨向于高精密的設計理念,盡可能的保證模具的高品質、高要求。
現代化的加工設備,高精密的加工工藝,更是使得這些設計理念得到允分的發揮。模板熱處理后經過深冷時效處理,消除內應力,預防模板變形,保證模板的加工穩定性,平面研磨保證模板平面度,平行度0.005 mm。
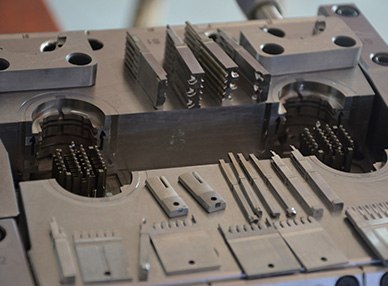
而現場的資深的裝配師傅們更是讓人心生敬佩。他們需要先仔細地了解精密注塑模具設計圖紙,熟悉產品信息,分析注塑模具結構,理解設計意圖;然后查收零件、倒角、拋光、刻字做記號都一絲不茍;模板去毛刺,涂油防銹按部就班,裝外導柱、導套要用專用定位工具,以保證其垂直度;模板實測厚度,四點測量相差0.005 mm以內為合格;試模、調模時產品的自檢要用投影儀,修模入塊時精確到0.003mm;沒有精密的觀念,是不可能養成高素質,也不可能裝好高精密的模具的。
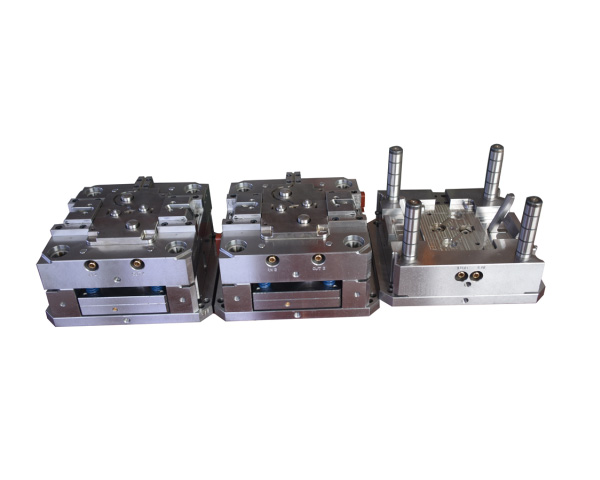
精密注塑模具設計者給予模具以靈魂,加工者鑄就模具軀體,裝配者使模具有了生命。精密加工的觀念貫穿了精密注塑模具加工制造的整個過程。精密注塑模具加工選擇銘洋宇通,您的放心之選。

最新資訊
- 雙色模具注塑制作的注意事項
- 雙色模具注塑加工工藝
- 模具的維護保養怎么做呢?
- 注塑模具加工中的收縮痕該如何避免呢?
- 哪些因素會影響塑膠模具的壽命呢?
- 注塑成型常見問題?充填不足
- 注塑成型常見問題之氣泡
- 注塑成型常見問題之翹曲、變形
- 注塑成型常見問題之燒傷
- 注塑成型常見問題之龜裂
- 雙色模具注塑和二次注塑有什么區別
- 雙色注塑模具如何更換原料
- 2018年模具行業發展前景方向分析
- 如何確定塑膠模具進膠口的進膠方式
- 好的雙色模具應該使用什么技術與設備呢?
- 日本產品專門模具廠——為您的創意和創新保駕護航
- 解析塑料模具注塑機的類型和特點
- 注塑產品的表面冷料痕會對產品產生什么影響?
- 實用技巧:解決注塑產品發亮問題的三大步驟
- 揭秘注塑行業痛點,專業技術助您解決產品縮水難題